



Chucks
Collet, Pin, Slide, Lever and Diaphragm Styles | Hydraulic, Pneumatic or Drawbar Actuated | Repair all Brands and Styles
Chucks
Collet, Pin, Slide, Lever and Diaphragm Styles | Hydraulic, Pneumatic or Drawbar Actuated | Repair all Brands and Styles

PULL BACK CHUCK
Pull back chucks do exactly what their name implies, they pull the part back into the work stop during the clamping cycle. These chucks are aggressive with high clampking forces and come in two configurations. Pin: and Lever: with the later available in a "Ball" style. This type of chuck is less accurate than the collet or diaphragm style but offers greater load clearances making them excellent for first and second machining operations in casting, forged, or billet material of almost any shape and seze. Coupled with custom design including various numbers of jaws and their placement. Along with strategically positioned work stops and radial locators, the application of this chuck is almost limitless. Movement or actuation is typically hydraulic or drawbar.
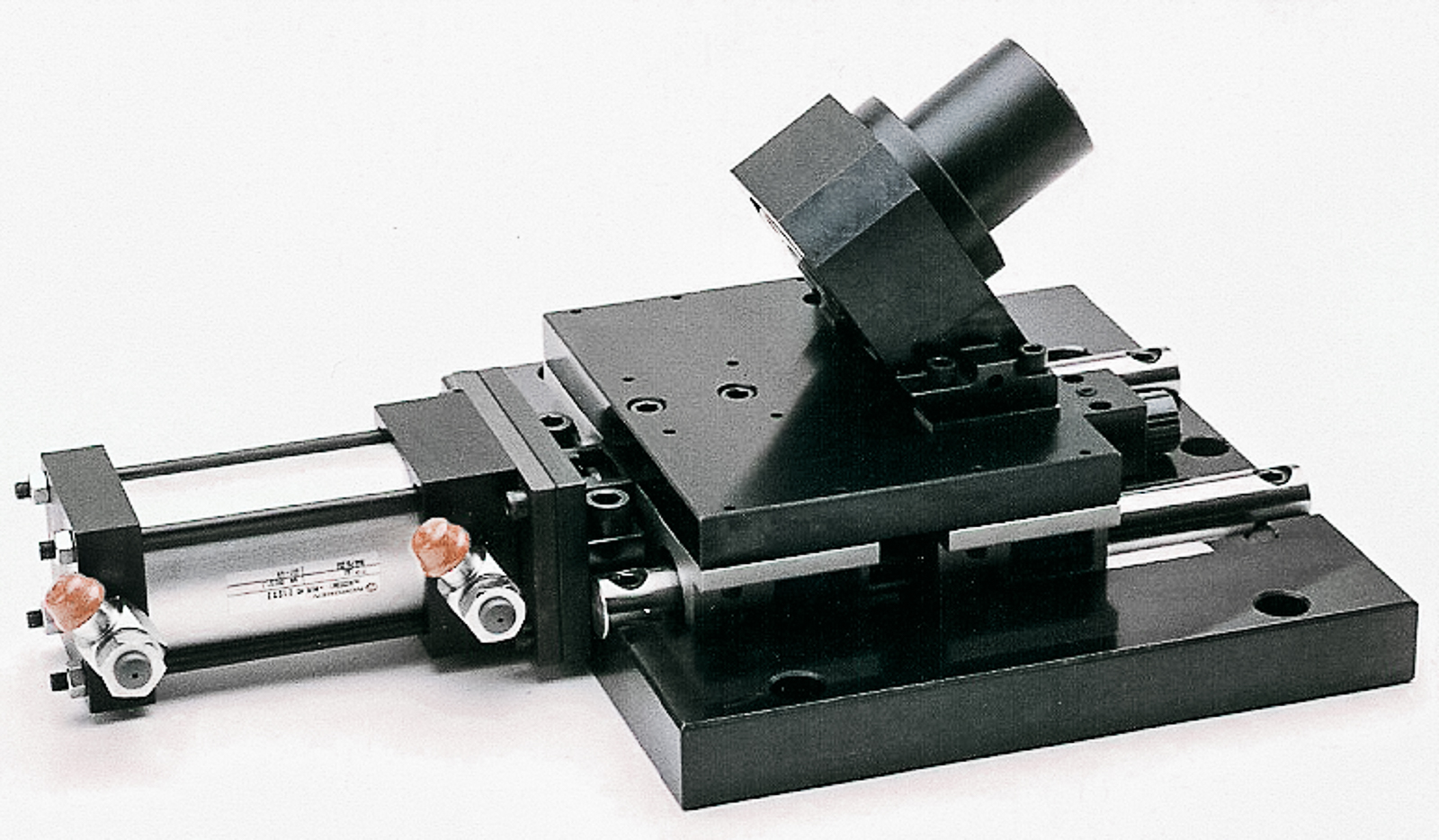
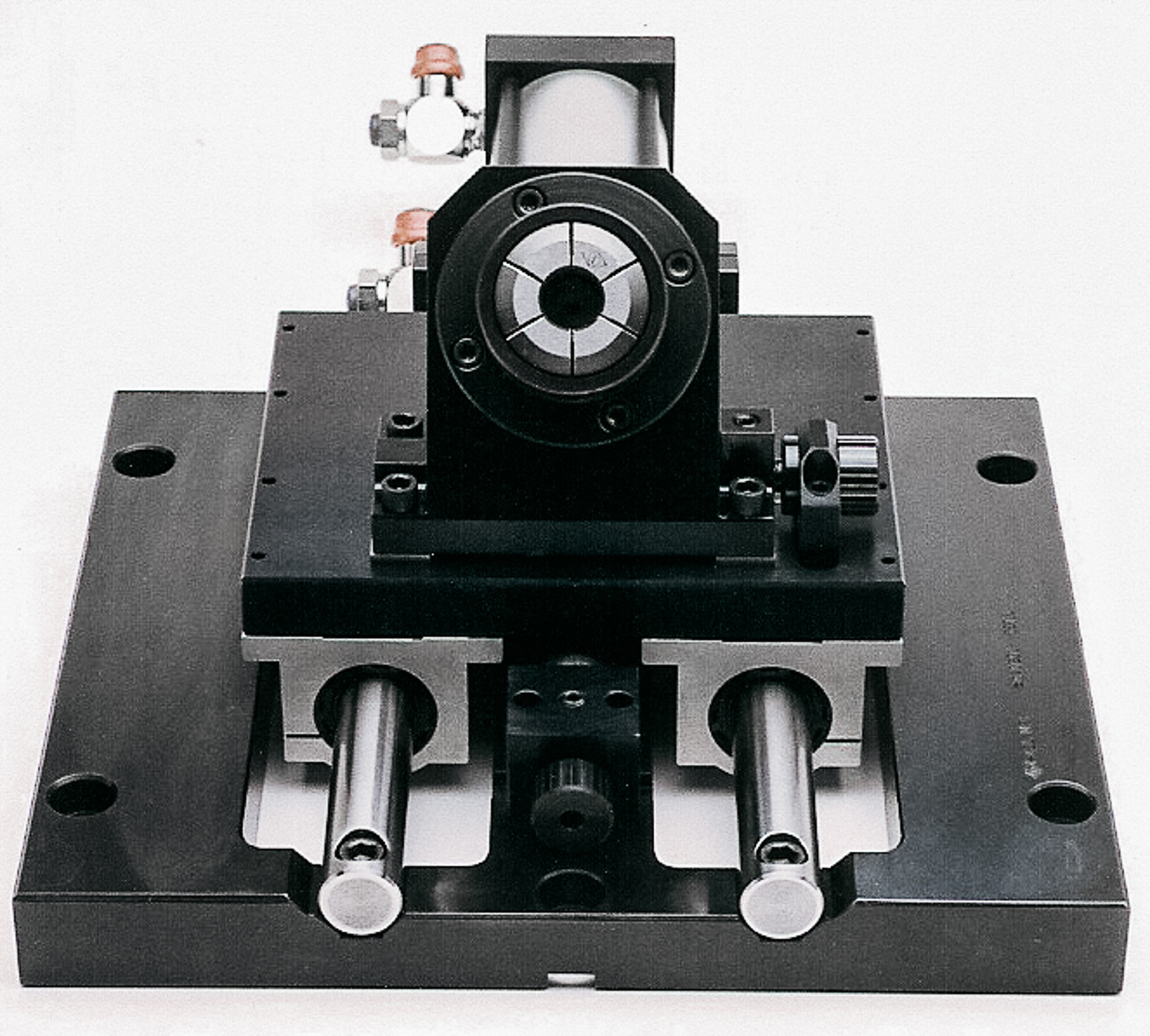
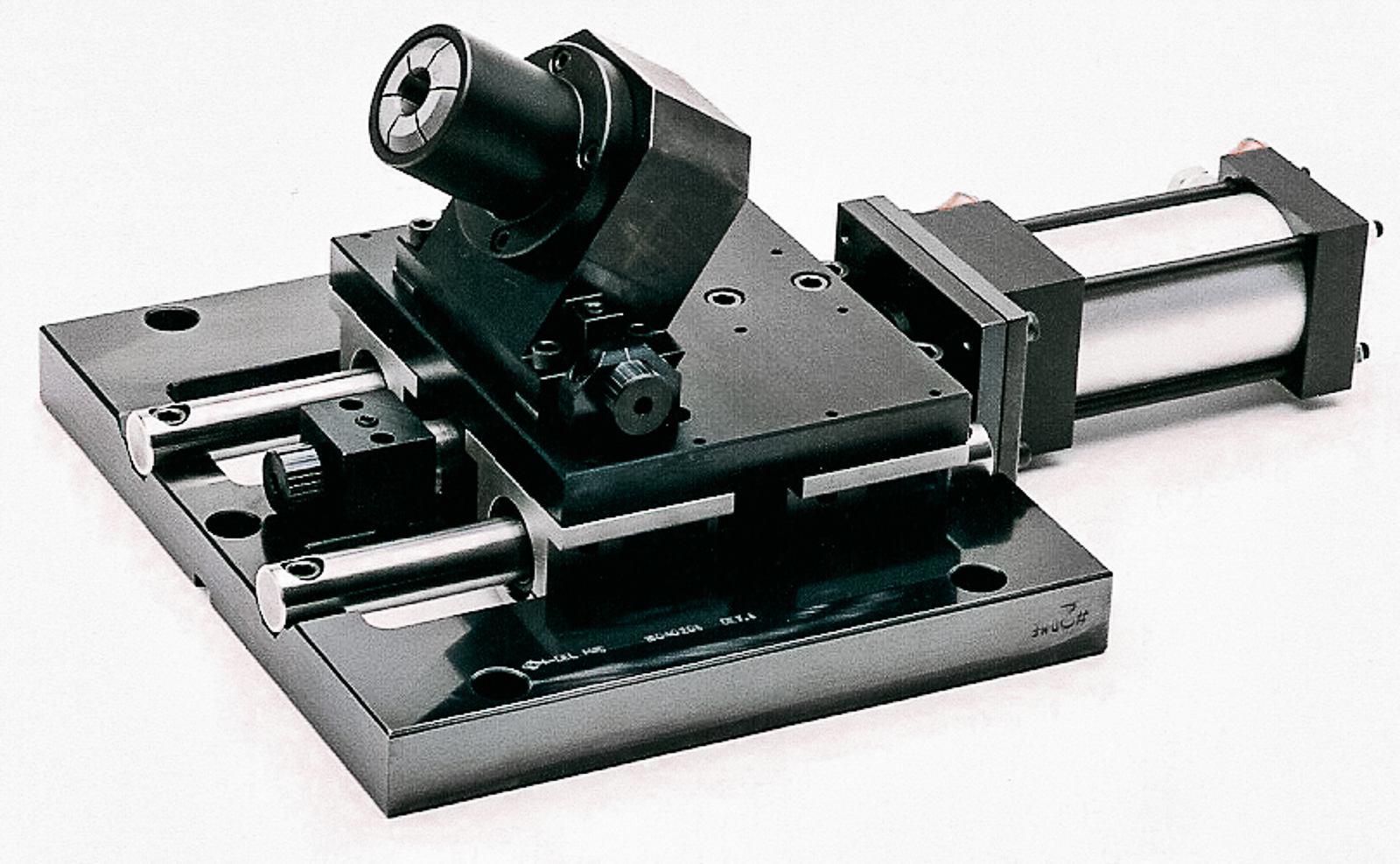
COLLET CHUCK
This member of the chuck family is a high precision work holding solution with only slightly less run out and repeatability accuracies then the diaphragm style and work well with surfaces that have larger length to diameter ratios. By applying lighter clamping forces, distortion is held at a minimum. In both O.D. and I.D. Grip configurations with greater load clearances than the diaphragm chuck . This is a great application for second operation, finish, and semi finished machining where the clamping interface is a controlled surface, ie machined. Along with custom design, these chucks are made to accommodate an almost infinite number of shapes and sizes. Including collet features like keyed, splined, and serrated or odd geometric shapes. Master collets with replaceable pads or jaws, which can be smooth or carbide impregnated, help to improve resistance to slipping. Air registry and auxiliary clamping can also be added to become your solution to a work holding challenge. Several means of actuation are available from hydraulic, pneumatic, and drawbar for higher volume runs to manual and spring loaded clamping for one offs or inspection applications.


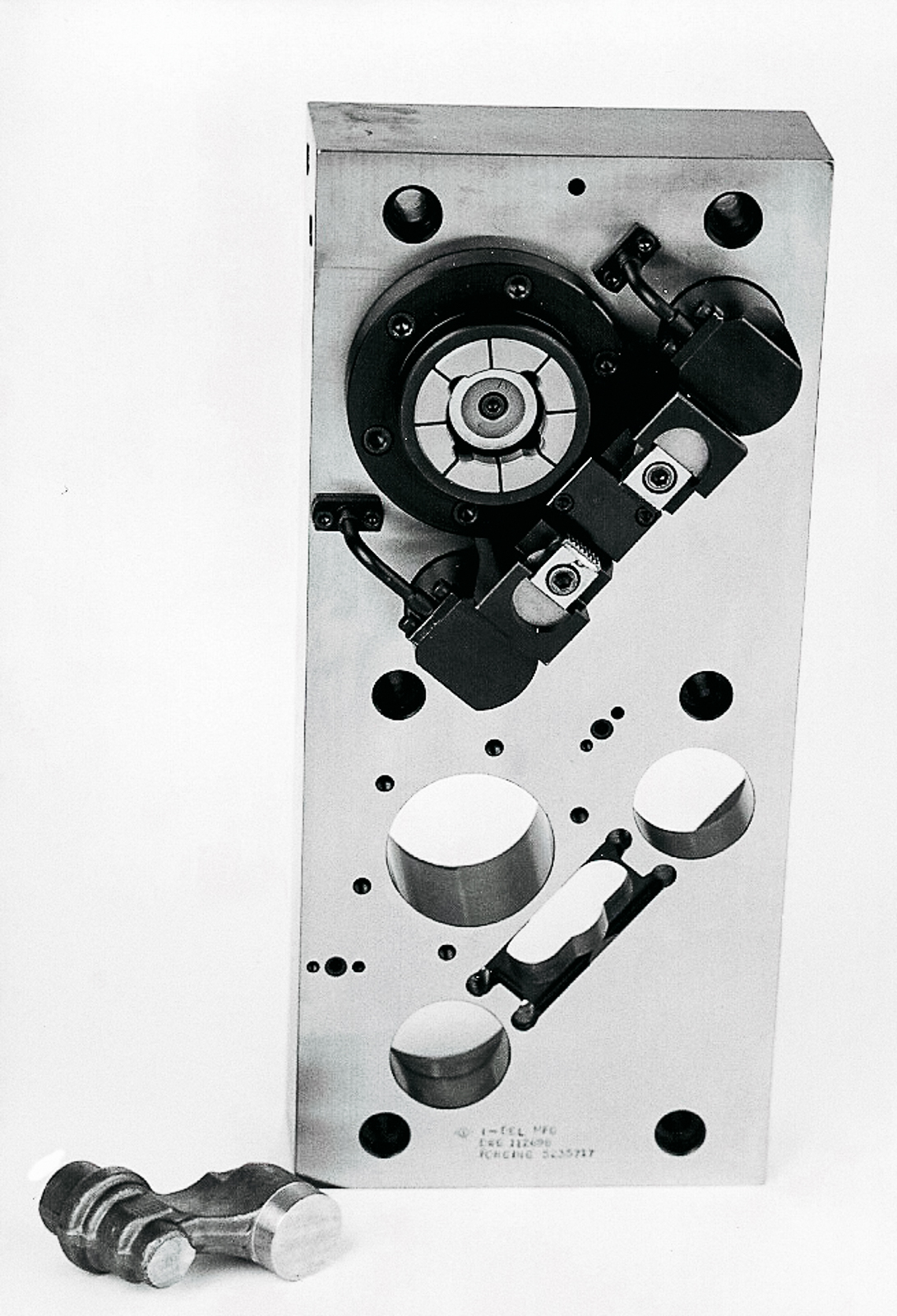
DIAPHRAGM CHUCK
This high precision chuck is primarily used where a great deal of accuracy is required. Due to it's nature, load clearance is minimal. Requiring a controlled clamping surface. (typically machined to a high accuracy) By applying lighter clamping forces, distortion (particularly with thin walled or webbed parts) is virtually nonexistent. As with all of our design solutions, we offer options such as removable grip pads of varying textures, to stir around capabilities (used to fine tune concentricity between the chuck centerline and the spindle centerline) making this style of chuck almost endless in it's application. It is our goal to work with your team and focus on your work holding challenge to optimize the machine tool operator interface and provide you with a solution that will both maximize output and quality, and at the same time minimize downtime and frustration. Movement or actuation is typically hydraulic, pneumatic, and draw bar or spring loaded.
Collets
Single and Double Taper | Various Grip Configurations including Splines
Collets
Single and Double Taper | Various Grip Configurations including Splines
SINGLE AND DOUBLE TAPER COLLETS
From your spindle to the tools it is paramount that the collet be made of proper materials and is heat treated to exacting specifications to meet repetitive cycling longevity, since it is the interface between supplied power and precision work piece positioning. We design and manufacture collets during the course of our chuck design and build, to fit your specific needs. Including features like Positioning Keys, Splines, Tool and geometric feature clearances, or odd shaped geometries. Coupled with additional surface preparations like serrations and hard coat finishes for additional wear resistance, or carbide impregnation to aid in grip. Where possible we also design our collets with cost saving replaceable Pads or Jaws, so when the grip surfaces wear it is not necessary to replace the entire collet, this allows you to control your cost while keeping extra perishable components on hand for quick change out, thereby reducing down time.

Fixtures
Manual, Hydraulic, or Pneumatic | CMM & Inspection Fixtures | Holding and Transfer Fixtures
Fixtures
Manual, Hydraulic, or Pneumatic | CMM & Inspection Fixtures | Holding and Transfer Fixtures
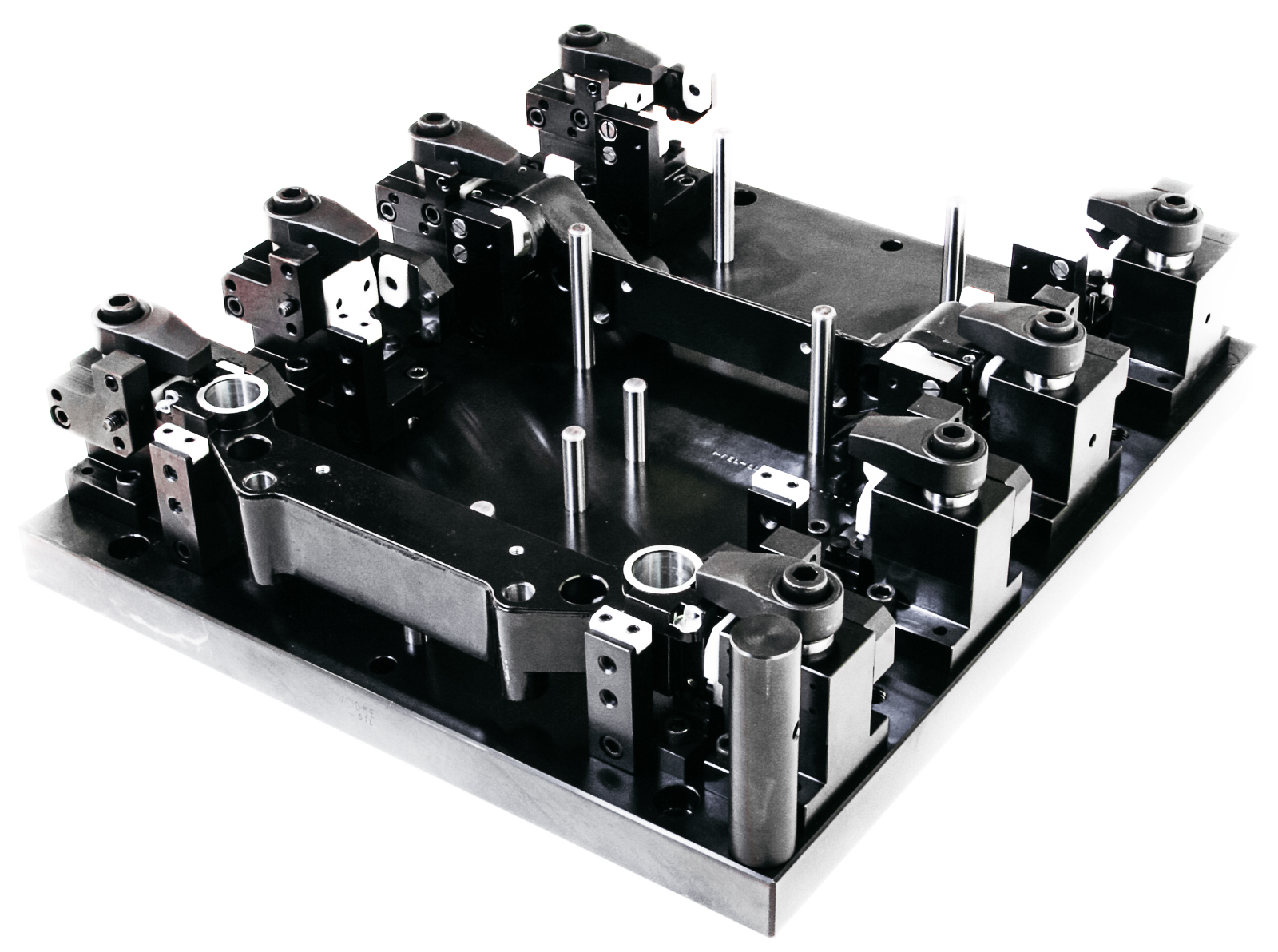
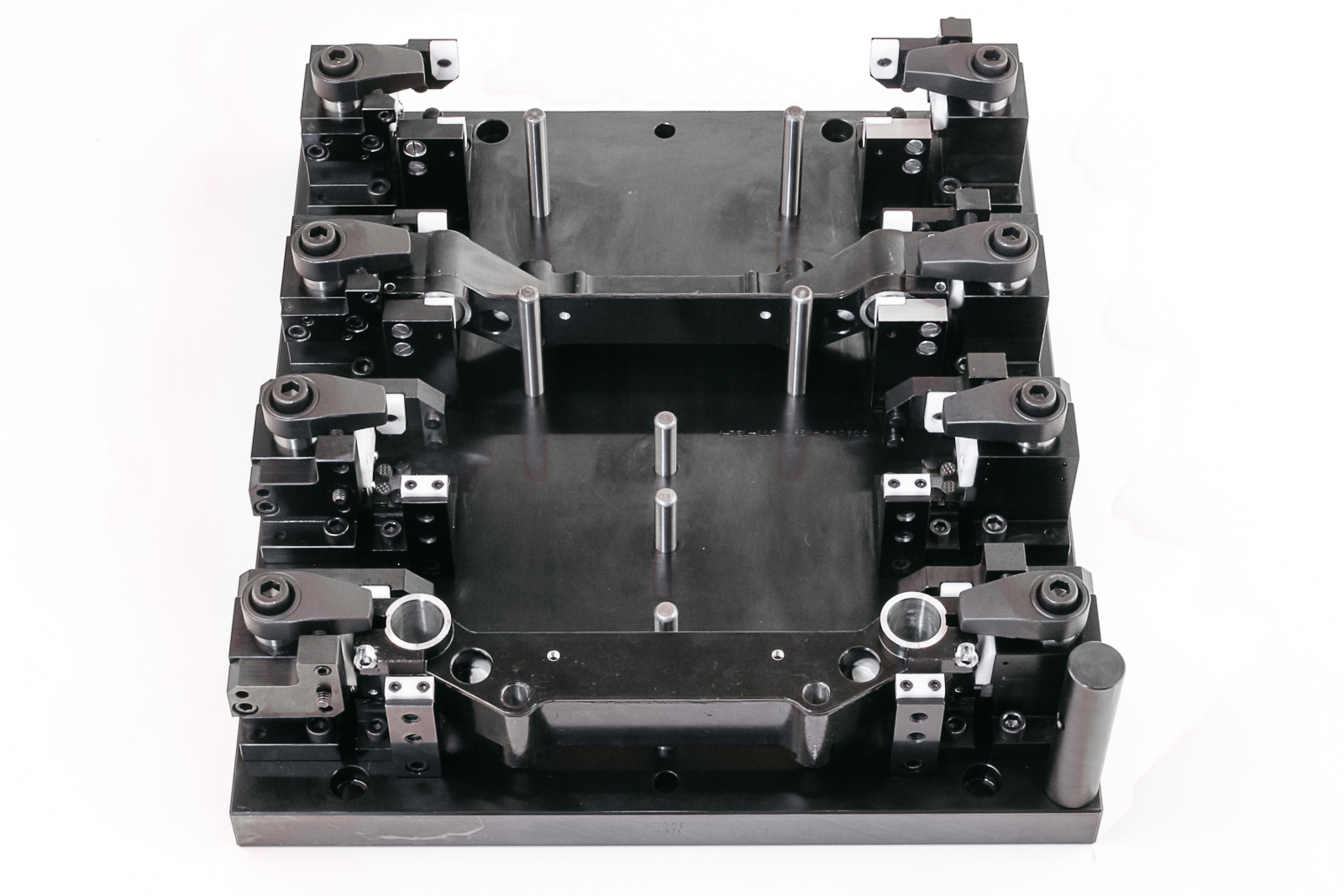
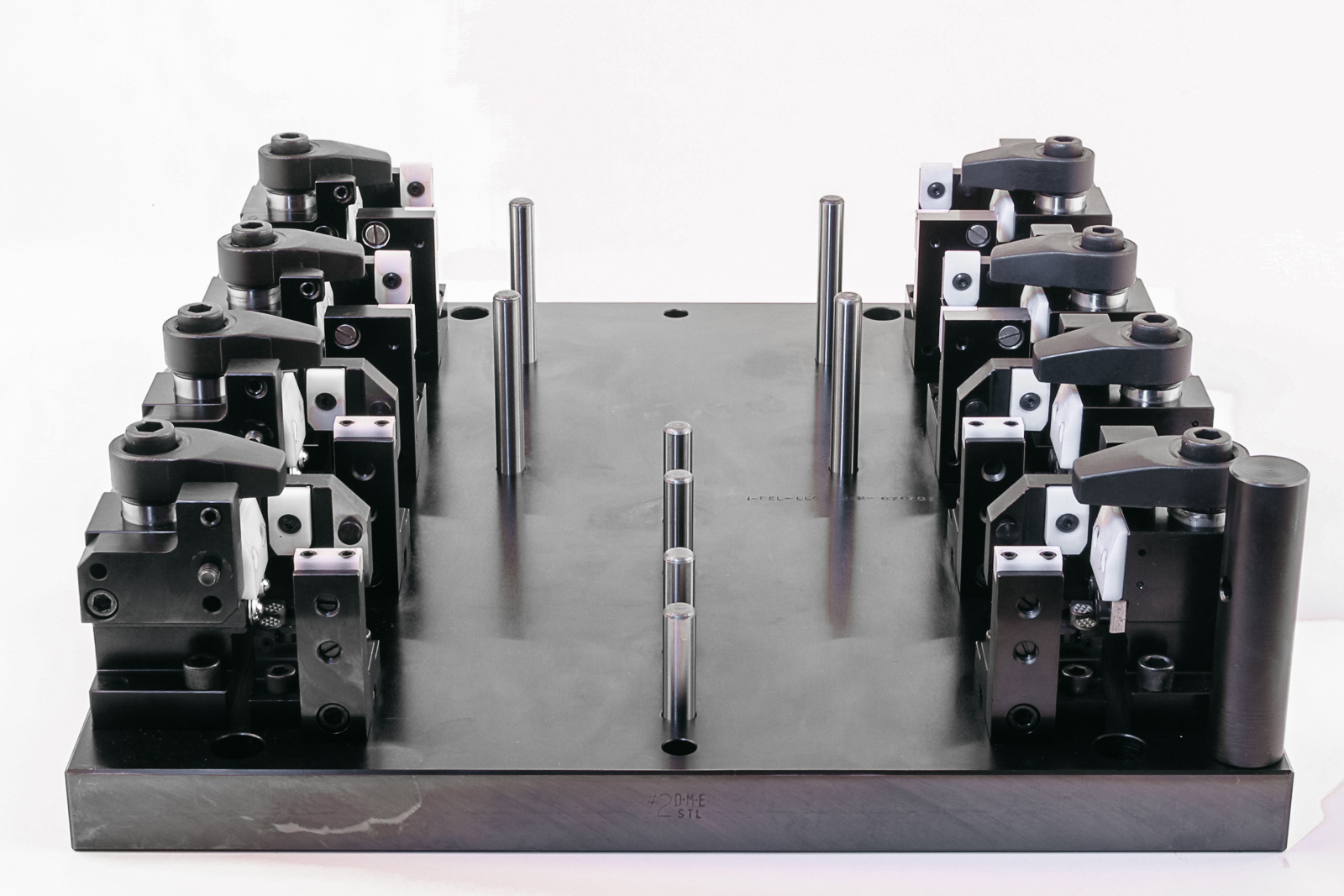
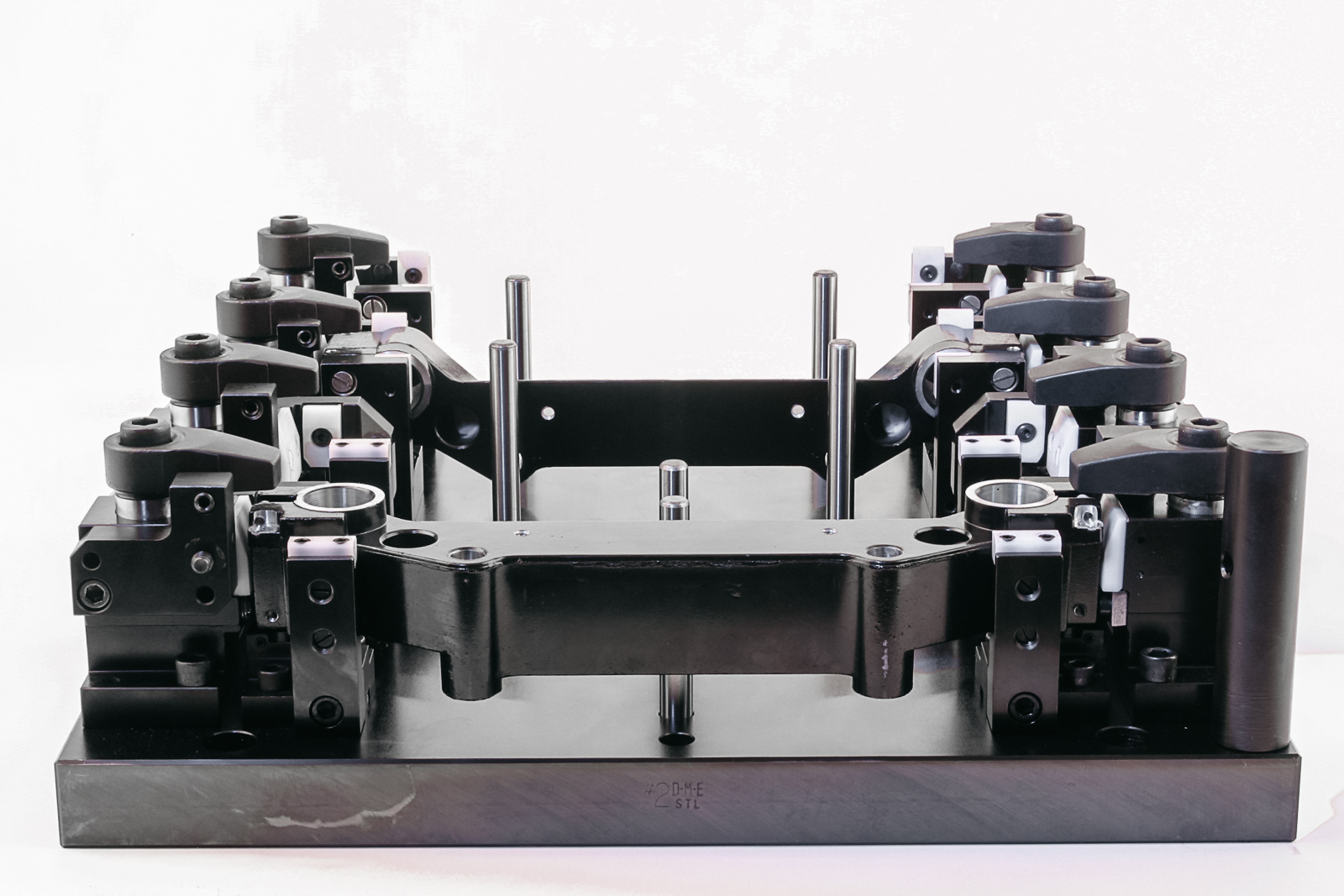
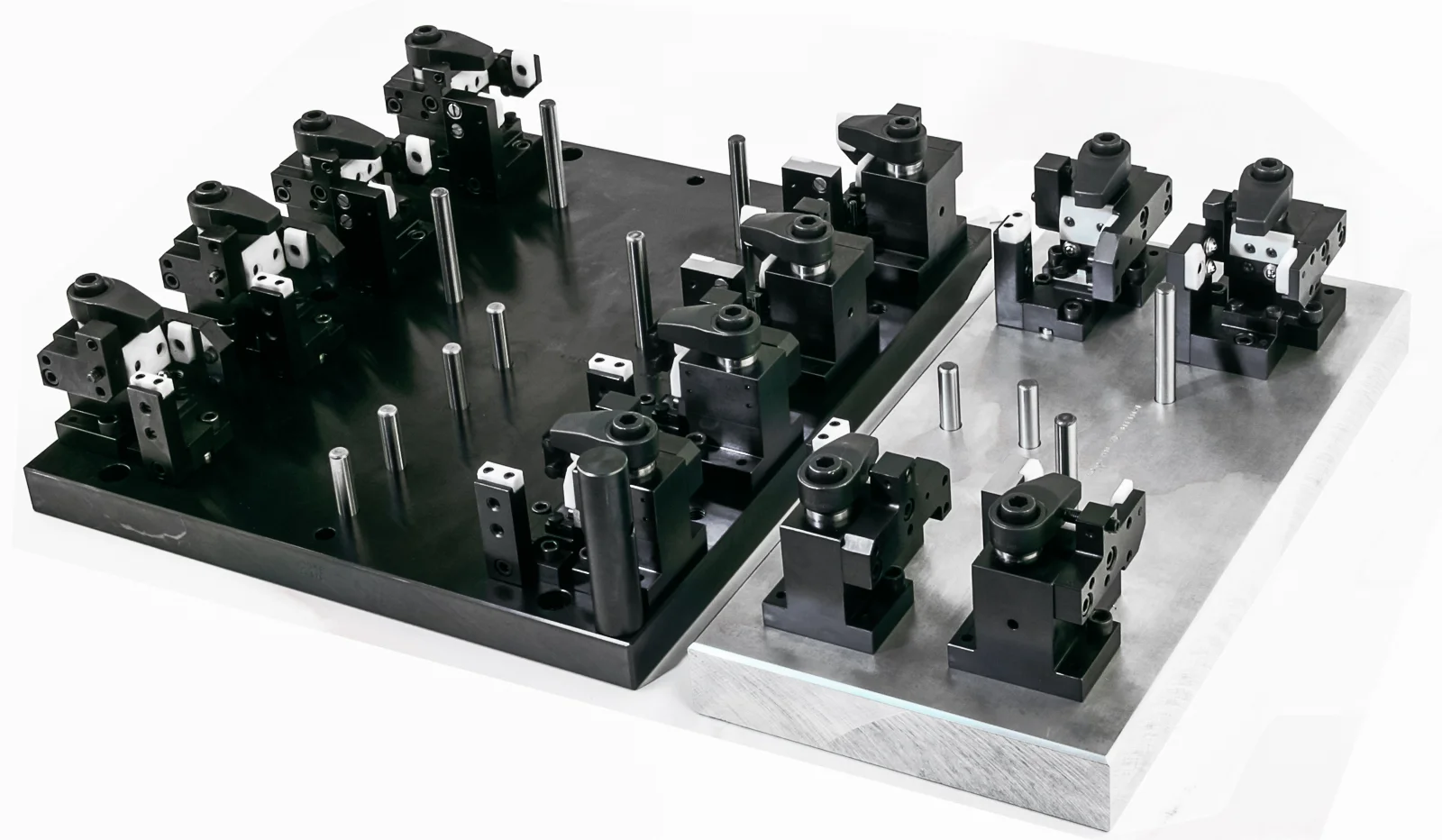
Fixtures are Diverse and complex
It can be difficult to describe the attributes of fixtures and their applications, shapes, and method of clamping, since their application is as diverse as the complexity of machined components on the planet. Ranging from large to small and serving industry from aero space to gas and oil, they are limitless. ? What we at I-del can say about them is that when we build a fixture for you, we are keenly aware of the pitfalls and various constraints that surround fixture design requirements. For instance, power requirements (hydraulic, pneumatic, or manual... is an accumulator necessary) Machine constraints such as machine envelope, load capacity, and tool change interference. Chip distortion issues all play a part when we consider your fixture needs.We have and continue to build fixtures for a diverse industry and can do the same for you.





Custom Tools
Some projects demand out of the box thinking and innovative customization. That is something we specialize in.
Custom Tools
Some projects demand out of the box thinking and innovative customization. That is something we specialize in.
Custom tools for your job
Is the tool or part that you need outside of the spectrum above. Not to worry, we offer creative thinking and will work with you to get your project complete.

